简体中文


浏览数量: 20 作者: 本站编辑 发布时间: 2024-07-22 来源: 杭州功律超声波设备有限公司
超声波锡焊是一种无焊剂的焊接方法,与传统的焊接方法相比,它被认为更加环保。用振动和空化现象从焊接表面去除表面氧化层,而不是化学剂。
超声波锡焊技术不同于超声波塑料焊接,是通过振动产生热量来熔化被连接的部件。超声波锡焊的使用原理与超声波清洗的过程基本相同,振动能量在水浴或清洗溶剂中引起空化。浸入液体介质中的部分,通过空化气泡强烈的侵蚀作用将表面清洗干净。
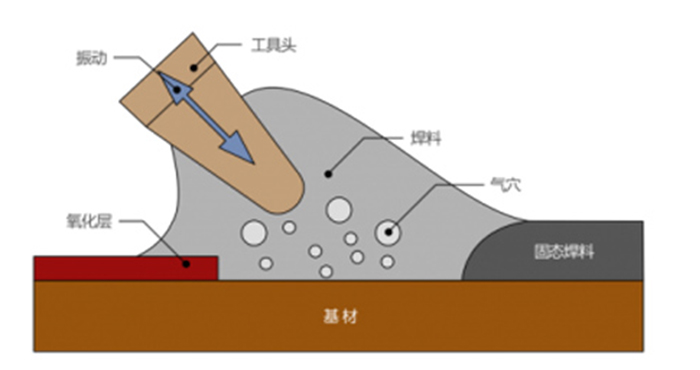
在超声波锡焊过程中,来自单独能量源的热量在施加振动能量之前熔化焊料。然后,熔融焊料用作超声波振动的声学传递介质。当高频振动能量施加到熔融焊料时,在焊接工具的尖 端处引起受控的声空化,以便破坏和分散表面氧化物。空化微泡破裂,清洗所有表面,使液态焊料湿润并粘接纯金属。

振动也确保焊点没有空隙,振动能量迫使液体焊料渗入到基材的缝隙和微孔中。它有助于密封部件并增加焊料可以粘合的表面积。超声波振动也能将气泡从液体焊料中挤出,因此这种方法使焊点适用于需要密封的高真空的场合应用。
超声波锡焊允许连接不同的材料,并且可以用于难以用常规方法焊接的材料。由于不需要助焊剂,用户可以节省清洁助焊剂残留物的时间和成本,同时减少腐蚀并提高焊接接头的耐久性。
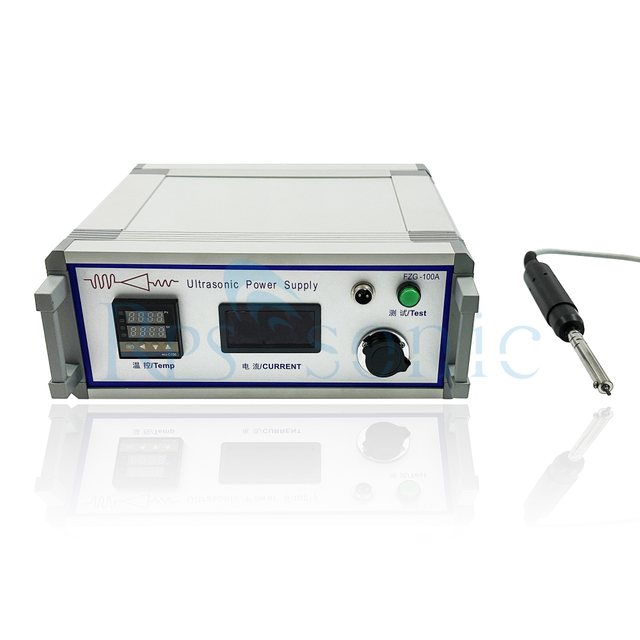
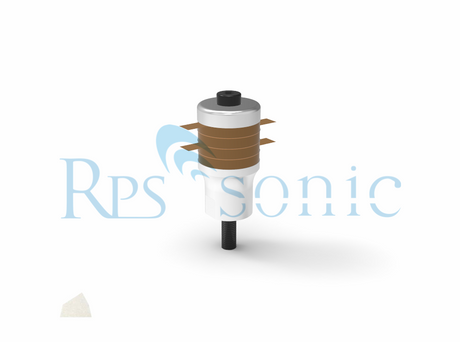
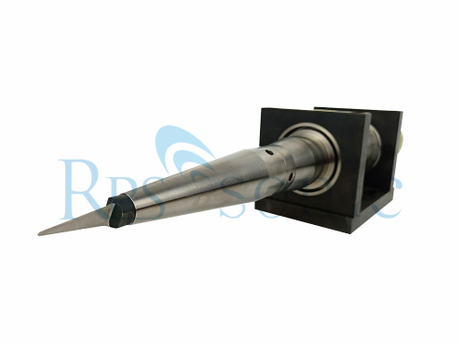
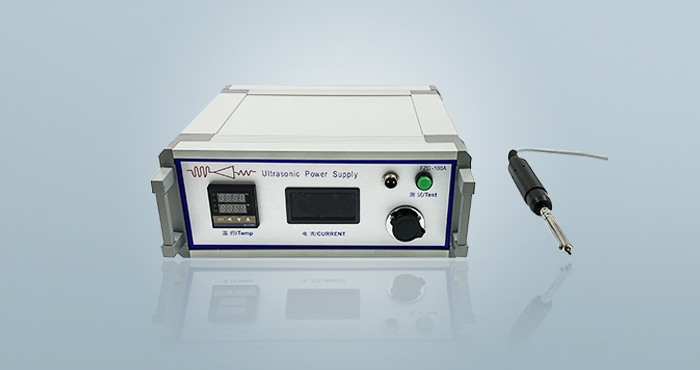
超声波锡焊方法可方便的借助手持式超声波电烙铁设备进行手工焊接,也可以嫁接到超声波焊接机及流水线上使用。
玻璃、陶瓷、不锈钢、铝焊接
在多年对玻璃-金属粘结的广泛研究中,日本工程师开发了一种特殊的焊料合金,称为CERASOLZER(焊锡丝)。这种活性焊料合金是专门为配合超声波焊接方法而配制的,具有非常独特的粘接能力,可替代常用的银烤、铟钎焊、钼锰及树脂粘接方法。CERASOLZER化学键(玻璃基板) 除了直接的金属与金属之间的结合,Cerasolzer还能与焊接的基体形成牢固的化学键。合金由相同的主要成分组成就像标准的焊料合金(铅/锡),但除此之外它还包含少量的元素,如锌、钛、硅、铝、铍、稀土等,这些元素与氧具有很强的化学亲和力。
在焊接过程中,这些额外的元素与周围的氧气结合,形成一种氧化物,这种氧化物通过化学方法与各种材料结合,包括玻璃、陶瓷、铝、不锈钢、导电氧化物和许多以前被认为是不可焊接的其他基底。由此产生的氧化物与焊接基底结合,在界面上形成极强的化学键(RO)。
因此,如果通过用惰性气体(例如氮气)代替粘合设备周围的空气来有效地消除氧气,Cerasolzer的粘附力将会丧失。结果表明,合适的粘结临界氧浓度为2%左右。Cerasolzer合金的熔解温度在155 ~ 297℃之间,由于超声波振动,焊接方法是无焊剂的。其实我们的超声波焊接方法如果使用助焊剂,会破坏氧键,破坏整个焊接过程,所以不应该使用。
超声波锡焊基本焊接方法
当用Cerasolzer焊料涂覆玻璃,陶瓷或金属氧化物时,焊料与基底之间必须保持充分接触,通过摩擦消除基底表面与软焊料之间的边界区存在的小气泡。超声波振动在极短的时间内消除了空气层,从而在边界区域内形成无气泡的连贯焊点。如果基底具有高吸热性,应使用辅助热源,如热板,以保持适当的焊接条件。
最合适的做法是将Cerasolzer涂在透明载玻片上,它的反面是正确建立的边界区,看起来像镜子的反射面。
*两步法(预焊+粘结)
在第 一步中,采用高温和超声波振动,将Cerasolzer送至超声波烙铁顶端,涂覆在基底(玻璃等)上。然后用普通焊料或优选的Cerasolzer在预焊区焊接金属配件、导线、带材等。
*一步法(直接焊接)
当Cerasolzer夹在金属和玻璃、陶瓷或金属氧化物之间的缝隙中,超声波振动直接作用于金属。粘结是在很短的时间内完成的。这种方法提供的性能略低于前一种方法。
*浸渍法
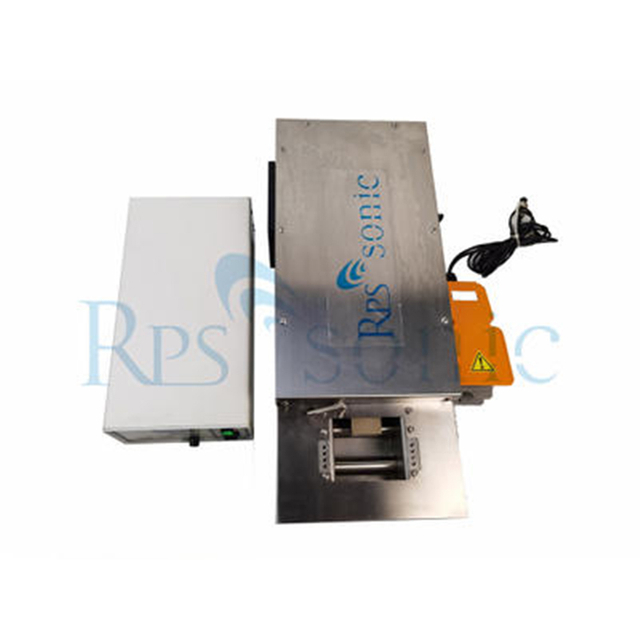
浸渍法是大型表面涂装的理想方法。Cerasolzer焊料是在一种带有超声波振动器的特定焊接锅中熔化的。当软焊料表面因超声波振动产生波纹时,将被涂覆的部分浸入水中,推荐使用超声波浸焊设备。
超声波电烙铁的应用:

超导体元件

光导玻璃纤维密封

陶瓷真空电极

芯片
1.玻璃饰品制造;
2.光学眼镜镀膜/金属化;
3.玻璃和陶瓷板上制作电极;
4.在汽车后窗加热触点焊接;
5.焊接超导体、元件,陶瓷配件;
6.玻璃管真空密封,五金配件粘接;
7.光导玻璃纤维的密封(金属箍接合);
8.电极结合到太阳能电池(结晶,薄膜)的前/后接触;
9.在金属玻璃,液晶玻璃,晶体振荡器,混合集成电路引线(网点)粘接;